TM 55-1930-209-14&P-21
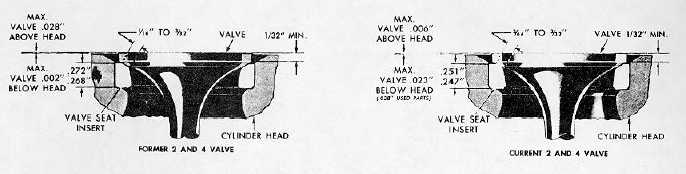
Figure 6-17. Valve Seat Grinding Specifications.
(k) Install valve spring seat (Figure 6-18), valve spring, and spring cap. Use a valve spring
compressor and depress tool and secure each valve in position with two spring locks. Release tool and install remaining
exhaust valves in a similar manner.
(I) Refer to Figure 6-17 and check position of exhaust valves after installation.
(5) Fuel Injector Tubes
(a) Thoroughly clean injector tube hole in cylinder head; remove all dirt, burrs, or foreign material that
may prevent tube from seating at lower end or sealing at upper end.
(b) Install a new injector tube sealing ring in injector tube counterbore. Use injector tube installation
tool and install injector tube in cylinder head.
(c) With injector tube properly positioned in cylinder head, flare lower end of tube as follows:
1 Turn cylinder head bottom side up. Remove pilot tool and thread upsetting die into tapped end
of installer tool.
2 Use a socket and torque wrench and apply approximately 30 Ib-ft torque on upsetting die.
3 Remove tool and ream injector tube.
(d) After injector tube has been installed in cylinder head, it must be finished in three operations as
follows:
1 Place a few drops of light cutting oil on reamer flutes.
2 Carefully position reamer in tube and turn in a clockwise direction.
3 Continue reaming, with frequent stops to remove chips, until lower shoulder of reamer contacts
injector tube.
4 Clean out any remaining chips.
6-37