Engine
Disassembly and Assembly
d. If the main bearing clearances are checked with the
engine upright or on its side, the crankshaft must be
supported. Use a jack under an adjacent crankshaft
counterweight and hold the crankshaft against the crown
of the bearing. If the crankshaft is not supported, the
weight of the crankshaft will cause incorrect readings.
e. Put a piece of Plastigauge on the crown of the bearing
half that is In the cap. Do not allow the Plastigauge to
extend over the edge of the bearing.
f. Install the bearing cap using the correct torque-turn
specifications. Do not use an impact wrench. Be careful
not to dislodge the bearing when the cap is installed.
g. Do not turn the crankshaft with the Plastigauge
installed.
h. Carefully remove the cap but do not remove the
Plastigauge. Measure the width of the Plastigauge while
it is in the bearing cap or on the crankshaft journal. Do
this by using the correct scale on the package. Record
the measurements.
j. Remove the Plastigauge before reinstalling the cap.
When using Plastigauge, the readings can sometimes be
unclear. For example, all parts of the Plastigauge are not
the same width. Measure the major widths to make sure
that they are within the specification range. Also,
experience has shown that when checking clearances
tighter than 0.10 mm (.004") the readings may be low by
0.013 to 0.025 mm (.0005 to .0010"). Out-of-round
journals can give faulty readings. Also, journal taper may
be Indicated when one end of the Plastigauge is wider
than the other.
NOTE For complete details concerning measuring
bearing
clearances,
see
Engine
Bearings
And
Crankshafts, Form No. SEBD053 1.
NOTICE
Make sure the upper and lower halves of the main
bearings are installed so the bearing tabs fit into the
notch in the cylinder block and main bearing caps.
2. If the bearings were removed from the engine, clean
the bearing surfaces in the cylinder block and the
connecting rods. Install the upper halves of connecting
rod bearings (1) and main bearings (2).
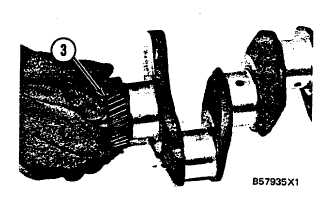
3. Heat crankshaft gear (3) to a maximum
temperature of 316°C (600F). Install the gear
on the crankshaft.
117